以煤礦用單體液壓立柱為例:
工件情況:
1)立柱外徑:Φ96mm;
2)需要熔覆長度:1000mm;
3)壁厚:7mm;
4)立柱表面有破損的電鍍Cr層,厚度0.10mm;
熔覆目標:
1)熔覆厚度單邊0.8mm;
2)熔覆變形量<0.15m;
主要工藝參數:
1)激光器功率:3500~3800W;離焦量:0mm;
2)光斑尺寸:2×10mm;
3)線速度:10mm/s;
4)送粉量:40g/min;粉末:Fe55;粒徑:80~200目;
5)搭接量:50%;
6)管內通水冷卻:熔覆溫升<50℃;
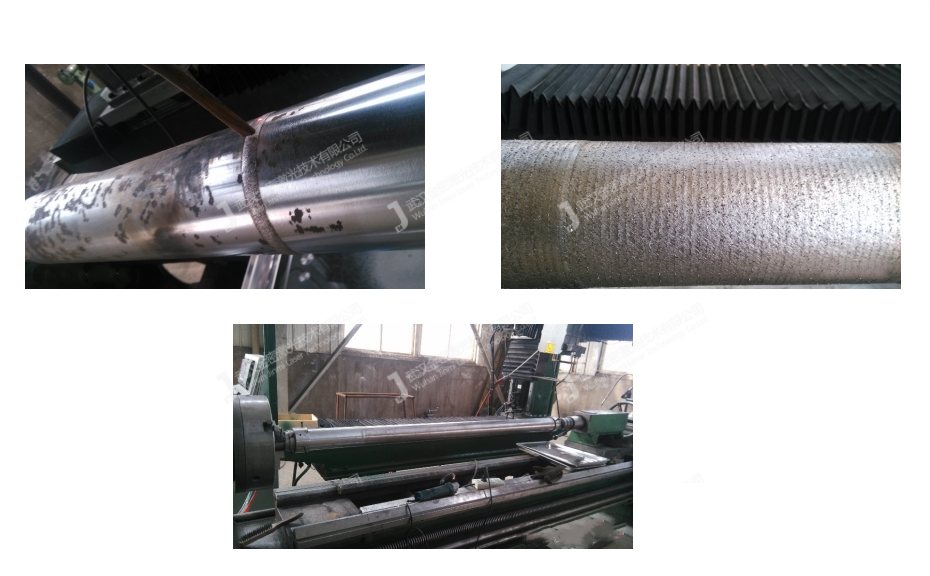
單體液壓立柱修復流程:
1、工件檢測及預加工
首先檢測立柱表面原有電鍍層破損情況,確定熔覆區域,其次檢測立柱長度方向上的變形情況(采用目視及百分表檢測),若原始變形量(跳度)>0.2mm,則要進行校正處理(可采用四柱壓力機配合激光筆進行校正),再次,去除立柱表面熔覆區域原有的電鍍層,采用車床進行去除電鍍層,并視具體變形量進行車削,圓跳度<0.05mm。
2、熔覆前準備
1)車削后的立柱通過專用工裝裝夾到旋轉設備上,并對立柱表面熔覆區域進行除銹、除油;
2)粉末烘干待用;
3)熔覆前對激光器鏡頭進行擦拭(采用脫脂棉配合酒精)。
3、激光熔覆
1)根據工藝方案,通過三軸運動設備及旋轉設備共同設置熔覆的掃描速度、搭接量及其它參數的編程;
2)根據工藝方案,通過三軸運動設備及工件位置共同設置熔覆的離焦量、光斑位置;
2)采用預制送粉方式,調節送粉器送粉量達到預定熔覆厚度(目視及送粉器度數相配合);
3)調節激光器控制柜,設定激光熔覆功率;
4)立柱內部通入循環水冷卻,開始進行激光熔覆。
單體液壓立柱修復流程:
4、熔覆后處理
熔覆后的立柱,由于熔覆表面粗糙度過大,需要精加工。采用外圓磨床進行最后的磨削終處理,一方面達到表面粗糙度要求,另一方面恢復原始尺寸。最后,修復好的立柱進行組裝、打壓等測試后交付客戶。
立柱激光熔覆注意事項
1)熔覆厚度觀察。可能由于粉末受潮、粒徑不均勻或送粉器的磨損、松動等因素影響,可能在熔覆過程中,送粉末發生明顯的變化,導致熔覆厚度不均勻;
在熔覆過程中,要佩戴專用眼鏡多觀察熔覆厚度的變化及送粉管送粉的均勻性;
2)熔覆溫度測量,由于在熔覆過程中,立柱內腔通水冷卻,目的是降低熱量累計引起的變形,使用測溫槍在立柱軸向方向測量光斑后20~30mm處溫度(<50℃);
激光熔覆應用案例
液壓立柱修復